✅ 금속 3D 프린팅. 출력만으로는 완성이 아닙니다.
금속 3D 프린팅은 복잡한 내구 구조와 정밀한 형상을 단일 공정으로 구현할 수 있어 항공,우주,의료기기,자동차, 방산 등 첨단 산업분야 전반에서 빠르게 확산되고 있는 제조 기술입니다.
티타늄, 스테인리스, 인코넬, 코발트크롬 등 기존 절삭 가공으로는 다루기 어려운 고성능 소재를 분말 형태로 정밀 적층하여 원하는 형상을 자유롭게 구현할 수 있다는 점에서 차세대 제조 공정으로서의 위상은 계속 높아 지고 있습니다.
그러나 금속 3D 프린팅 출력물에는 공정의 특성상 피할 수 없는 표면 품질 문제가 존재합니다. 레이어 바이 레이어 (Layer-by-Layer) 방식으로 금속 분말을 용융,적층하는 과정에서 레이어의 경계면에는 스텝 효과(Step Effect)에 의한 단차가 발생하고, 미소결 분말 입자가 표면에 부착되며, 서포트 구조 제거 후 미세 돌기(burr)와 흔적이 잔존합니다. 이러한 표면 결함은 단순히 외관의 문제에 그치기 않고, 부품의 피로 강도, 내식성, 조립 정밀도, 유체 흐름 특성 등 핵심 기능 성능에 직접적인 영향을 미칩니다.
| 💡 금속 3D 프린팅 출력 직후 표면 조도 (Ra)는 공정 및 소재에 따라 다르지만 일반적으로 Ra 10~30μm 수준입니다. 이는 CNC 절삭 가공 완료 부품의 Ra 0.8~3.2μm와 비교할 때 현저히 거친 상태로, 정밀 조립 및 기능 부품 적용을 위해서는 전문적인 후처리 공정이 반드시 수반되어야 합니다. |
바로 이 시점에서 NOVA L&P의 전문 폴리싱 (Polishing) 기술이 필요합니다. 저희는 금속 3D 프린팅 출력물의 특성을 깊이 이해하고, 소재와 형상에 맞는 최적의 연마 공정을 설계.적용하여 출력물이 실제 사용 가능한 완성 부품으로 거듭 날 수 있도록 지원합니다.

✅ Before & After ㅡ 래핑 & 폴리싱의 실제 효과
위 사진은 3D 프린팅으로 제작한 복잡 형상 부품에 대해 노바엘앤피가 탄성연마재를 사용하여 polishing 작업의 전.후를 비교한 실제 사례입니다. 다수의 관통 홀과 복잡한 내구 외부 곡면을 가진 이 부품은 출력 직후 AM출력물이 공통적으로 가지는 표면 품질 문제를 전형적으로 보여주고 있으며, 후처리 완료 후에는 전혀 다른 수준의 표면 품질을 달성했습니다.
■ 출력 직후 (Before) ㅡ 표면 문제 상세 분석
- 적층 레이어 경계선이 안으로 뚜렷하게 확인되며, 외부 곡면 전체에 불규칙한 요철이 고르게 분포
- 미소결 금속 분말 입자가 표면에 잔류하여 거칠고 불균일한 질감 형성
- 복수의 관통 홀 내벽면과 오목부 곡면 내부까지 동일한 표면 결함이 존재하여 내경 정밀도 확보 불가
- 서포트 구조 제거 후 남은 미세 돌기 및 버( burr )가 날카롭게 잔존하여 취급 시 안전 문제 발생 가능
- 표면 산화층 열영향부( HAZ ) 잔재로 인해 내식성 저하 우려
- 이 상태로는 상대 부품과의 정밀 조립 불가, 마찰, 유체 흐름 등 기능적 요건 미달
■ 폴리싱 완료 ( After ) ㅡ 처리 결과
- 레이어 단치 및 표면 요철이 균일하게 제거되어 매끄러운 금속 광택 표면 구현, 시각적 품질 향상
- 복잡한 외부 곡면 전체에 걸쳐 균일한 표면 조도 달성, 국소적 과연마 없이 형상 보존
- 관통 홀 내벽면 및 오목 구조 내부까지 후처리가 균일하게 적용되어 기능 부품 수준의 내경 정밀도 확보
- 미세 돌기 및 버 ( burr ) 완전 제거, 모서리 엣지 처리 완료로 안전한 취급 및 조립 가능
- 치수 정밀도 유지하면서 표면 품질만 선택적으로 개선, 과도한 재로 제거 없음
✅ NOVA L&P의 체계적인 후처리 프로세스
저희는 단순 연마에 그치지 않고 소재 특성, 형상 복잡도, 요구 표면 조도를 종합적으로 분석하여 최적의 공정 조합을 설계합니다.
| 💡 모든 작업은 체계적 프로세스에 따라 진행 됩니다. |
STEP 01
표면 분석 및 공정 설계 ㅡ 소재 경도, 형상 복잡도, 요구 Ra값 기반 최적 연마재. 공정 단계 결정
STEP 02
황삭 연마 ㅡ 거친 표면,레이어 단차,버 제거, 전체 형상 1차 평탄화 및 조도 균일화
STEP 03
정삭 연마 ㅡ 미세 스크레치 제거, 목표 조도까지 단계적 연마, 내부 홀,곡면 집중처리
STEP 04
품질 검사 및 출하 ㅡ 표면 조도 측정(조도계), 치수 정밀도 확인, 고객 기준 충족 여부 최종 검증
| 대응 가능 소재 | 티타늄 합금 Ti-6Al-4v 등 |
스테인리스 sus316L,304 등 |
인코넬 Inconel 625/718 |
코발트크롬 CoCr 합금 |
알루미늄 합금 Alsi10Mg 등 |
| 💡 NOVA L&P는 소량 샘플 1개부터 반복 양산까지 유연하게 대응하며, 복잡 형상 내부 채녈 및 홀 내벽 처리, 의료기기용 고청결도 연마 등 난이도 높은 후처리 요건도 수행 가능합니다. 작업 전 샘플 테스트를 통해 최적 공정을 확인해 드립니다. |

✅ 금속 3D 프린팅의 완성은 후처리에 달려 있습니다.
아무리 정교한 설계와 고가의 금속 3D 프린터로 출력한 부품이라 하더라도, 전문적인 표면 후처리 없이는 그 잠재력이 온전히 발휘 될 수 없습니다. 표면 조도는 단순한 미관의 문제가 아닙니다. 피로 강도(Fatigue Strength)는 표면 결함에서 시작되는 균열에 의해 결정적으로 좌우되며, 마모저항, 유체 흐름 특성, 조립 정밀도, 내식성 모두 표면 품질과 직결됩니다. 특히 의료기기나 항공 부품처럼 신뢰성이 생명인 분야에서는, 후처리 품질이 제품의 안전성과 수명을 결정하는 핵심 요소입니다.
NOVA L&P는 금속 3D 프린팅 출력물의 특성을 누구보다 잘 이해하는 전문 폴리싱 (Polishing) 기업입니다. 단순히 표면을 매끄럽게 하는 것을 넘어, 부품이 설계 의도대로 기능할 수 있도록 정밀 후처리 기술로 마무리합니다. 시제품 개발 단계의 소량 샘플부터 안정적인 품질이 요구되는 반복 양산 납품까지, 금속 3D 프린팅 부품의 표면 품질 문제는 NOVA L&P에 맡겨 주세요. 기대 이상의 결과로 보답하겠습니다.

NOVA 탄성연마재

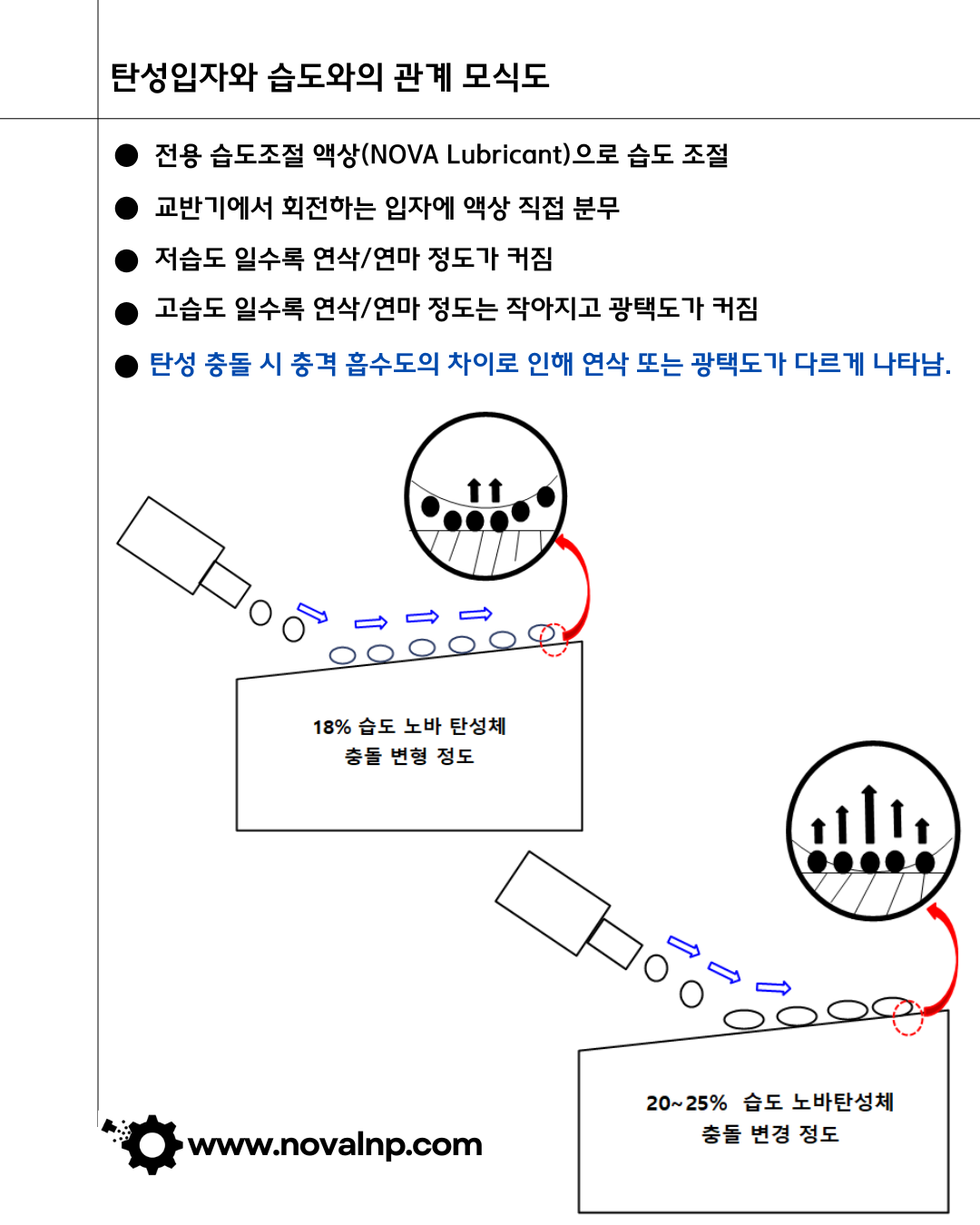
- 탄성체에 1~200㎛ 연마재를 수지 접착한 탄성연마재로서, 연속 순환이 가능하고, 절삭 공구강, 금형강, 카본, 비철금속 등 다양한 소재에 적용 가능합니다.
- 가공품의 형상에 영향을 받지 않습니다.
- 전용노즐을 사용하여 보다 효과적으로 툴마크제거가 가능합니다.
- 저분진으로 추가적인 세척작업이 필요하지 않습니다.
- 메뉴얼 작업시 작업자의 노하우에 따라 결과물의 퀄리티가 좌우되지 않습니다.
- 자동화 설비 구축을 통한 인건비 절감에 효과적입니다.
- 연마재 입도 선정 → 연마재 윤활 → 블라스팅 → 가공완료
- 초기 가공품의 상태 및 재료에 따라 1~5가지의 연마재를 사용할 수도 있습니다.






NOVA탄성연마재 전용 장비












NOVA 사업장 소개
🏠︎ 홈페이지
NOVA L&P
폴리싱 자동화 시스템 탄성연마재
novalnp.com
🏢 본사 (Head Office)
━━━━━━━━━━━━━━━━
📍 주소
부산광역시 북구 효열로 111
부산지식산업센터 510호
📞 대표전화
051-514-9530
💼 주요 역할
- 영업·기술·운영 총괄
- 전국 고객 대응 및 공급 체계 관리
━━━━━━━━━━━━━━━━
🏢 경인지사 (Gyeongin Branch)
━━━━━━━━━━━━━━━━
📍 주소
경기도 시흥시 공단1대로 13, 411호
📞 대표전화
031-433-2138
💼 주요 역할
- 전국 고객 대응 및 공급 체계 관리
━━━━━━━━━━━━━━━━
'노바 작업일지' 카테고리의 다른 글
| [노바엘앤피] 탄성연마재 폴리싱, 표면의 완성은 기술에서 시작됩니다. (0) | 2026.05.21 |
|---|---|
| [노바엘앤피] 표면개선과 조도개선이란 무엇인가? (0) | 2026.05.21 |
| [노바엘앤피] 빛나는 완성도, 금속 연마 가공의 모든 것_탄성연마재 (0) | 2026.04.17 |
| [노바엘앤피] 소형기어의 버(burr),정밀부품가공ㅡ탄성연마재 (0) | 2026.04.09 |
| [노바엘앤피] 소형기어 정밀연마의 새로운 기준-탄성연마재 (1) | 2026.04.08 |